
Wir freuen uns auf Ihre Kontaktaufnahme!
Sie sind auf der Suche nach einem kompetenten Partner im Bereich der Härterei- und Wärmebehandlungstechnik? Dann sind Sie hier richtig. Wir sind Spezialisten auf den Gebieten Nitrieren und Nitrocarburieren im Gas und Plasma, sowie für Spannungsarmglühen und das Vergüten von Flachprodukten (Bleche) in Härterichtpressen.
Unseren Kunden im In- und Ausland kommen aus den verschiedensten Branchen wie beispielsweise Maschinenbau, Antriebstechnik oder Windkraft. Bei Ihren Planungen und Konstruktionen stehen wir Ihnen gerne bei Fragen zur Werkstoffauswahl und den erforderlichen Wärmebehandlungen Ihrer Projekte zur Verfügung.
Ein werkseigenes Labor bietet eine Vielzahl von Untersuchungsmöglichkeiten. Wir beurteilen Schadensfälle, erstellen Gutachten und entwickeln differenzierte Nitrierverfahren für neue Werkstoffe und Sonderlegierungen.
Haben wir Ihr Interesse geweckt? Dann nehmen Sie Kontakt zu uns auf.
1860
Qualität seit über 160 Jahren
11900
Bis zu 11.900 mm Nutzlänge der größten Anlage
4100
Bis zu 4.100 mm Nutzdurchmesser der großen Anlagen
125 +
Mitarbeiter am Standort Remscheid
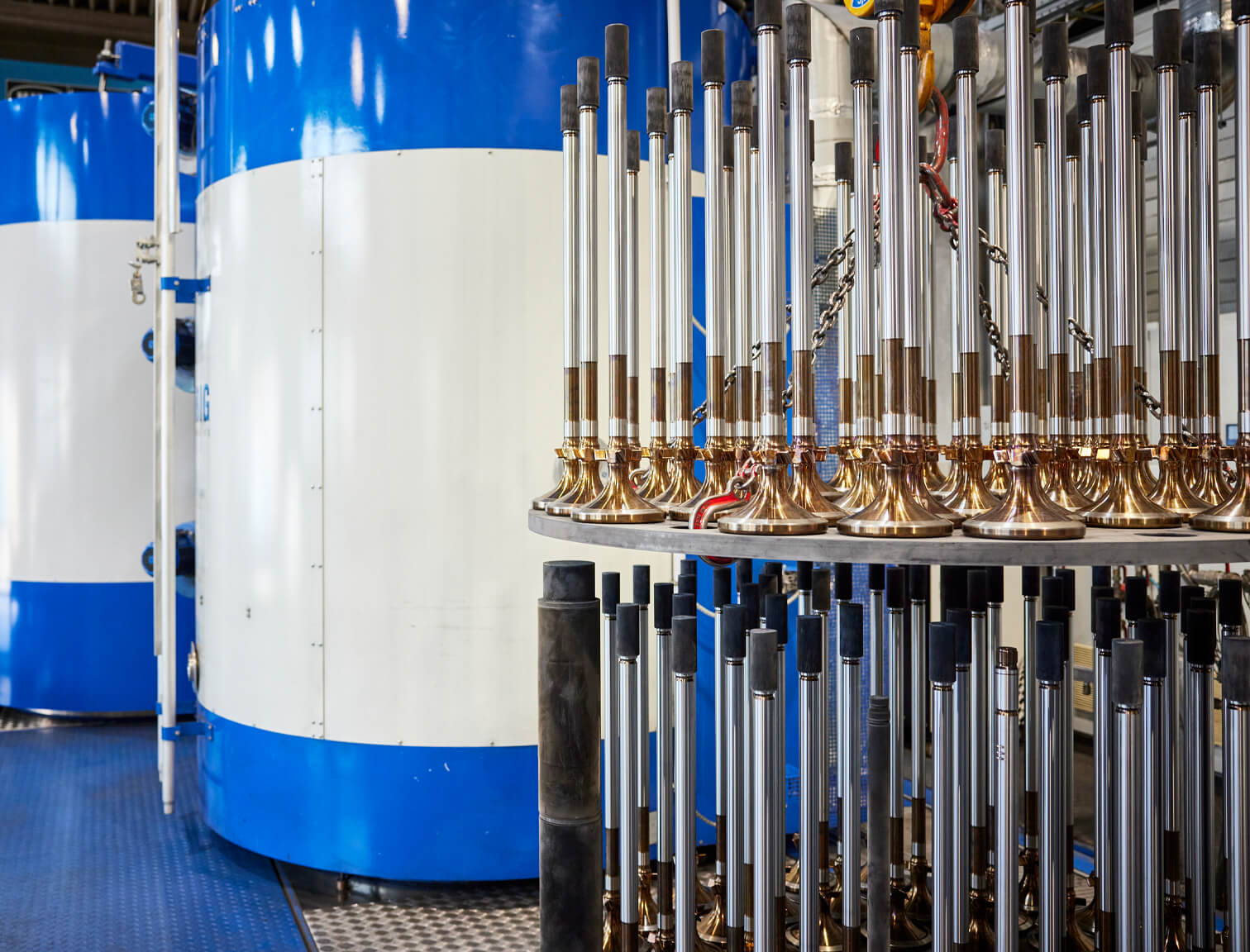
Wir verfügen über eine Vielzahl auch sehr großer Ofenanlagen und stellen damit ausreichende Kapazitäten für kurze und verlässliche Lieferzeiten sicher. Durch laufende Überwachung unserer Prozesse sind wir in der Lage, den ständig steigenden Qualitätsanforderungen unserer Kunden gerecht zu werden und garantieren absolute Verfahrenssicherheit bei unseren Prozessen.

Gasnitrieren
Erzeugung von Diffusionsschichten für verbesserte Bauteileigenschaften.

Gasnitrocarburieren
Erhöhung von Oberflächenhärte und Korrosionsbeständigkeit.
Plasmanitrieren
Erzeugung von Diffusionsschichten. Verbesserung der Oberflächenhärte.

Spannungsarmglühen
Minimierung von Eigenspannungen vor Wärmebehandlungen.

Vergütung von Flachprodukten
Verbesserung von Festigkeit und Zähigkeit.

Service & Qualität
Beratung, Qualitätsprüfung, Schulungen u.v.m.